
Strength Testing 3D Printing Plastics

Background
When creating custom parts, it is useful to know how different 3D printing plastics will behave under stress. Stronger parts are usually desired, especially in regards to airsoft parts. Nylon plastic is often regarded as the stronger, more durable alternative to basic PLA plastic. Adding reinforcement, such as carbon fiber, should make nylon plastic even stronger and more durable.
I have Makergear PLA (regular 3D printing plastic), Taulman Alloy 910 (a durable nylon plastic), and Matterhackers NylonX (nylon plastic with carbon fiber reinforcement) to test which is the strongest.

Figure 1: PLA (left), 910 (middle), and NylonX (right) specimens
The Mechanical Engineering Department at Purdue University Northwest (where I study) has several material testing machines, one of which is a tensile tester. With the department's help, I brought in samples of each material to test.
The tensile testing machine works by taking samples of each material and finding how much force it takes to pull them apart (see Figures 6 and 7 in Methodology). The exerted force and resulting displacement are automatically recorded, and plotting these values on a stress-strain graph lets us observe the mechanical properties of each plastic. The materials' strength, stiffness, and maximum elongation can be calculated and compared to published values.
Summarized Results
· PLA results match closely with the published values, validating the results for this experiment. The other materials will be compared to PLA.
· Taulman 910 (nylon) had 50% higher strength, could be safely deformed twice as far without damage, and ultimately deformed 10x farther than PLA before breaking. These results indicate that nylon is much more durable than PLA, and will make a great material to print airsoft parts from.
· Matterhackers NylonX (nylon with carbon fiber reinforcement) performed quite poorly, and was only 13% stronger than regular (and far cheaper) PLA. The results are much lower than the advertised values, which say it should have been the strongest material by far. I don't feel this is representative of the entire reinforced nylon genre, which has shown to be stronger than regular nylon in other tests. Matterhackers did not respond to my questions regarding my results.
The full organized data from the experiment are presented below for those who are interested in learning more.
Full Results
Definitions
A list of some terms are provided to help understand the theory behind tensile testing and how numbers are calculated. See Figure 2 below for example.
Stress-Strain Curve - This is the data that is recorded during the experiment. The curve shows the stress within the sample as it is slowly pulled apart (strain). An example of using this data is to be able to say "If I apply 3,000 psi to a part printed in PLA, it will deform 1%."
Tensile (Yield) Strength - the maximum amount of stress the material can withstand before permanent deformation. The material still hasn't broken, but it is permanently damaged. Engineers typically use yield strength as the limit of stress a material can safely withstand.
Elastic Modulus - the stiffness of the material. This is the slope at the beginning of the stress-strain curve. Stiffer materials have a higher slope.
Elongation at yield - How far a material can be safely stretched before damage. This is the strain value at yield strength.
Elongation at break - How far a material can be stretch before it breaks. This is the strain value at the end of the curve where the sample fails.

Figure 2: Example of stress-strain curve
Stress-Strain Curves
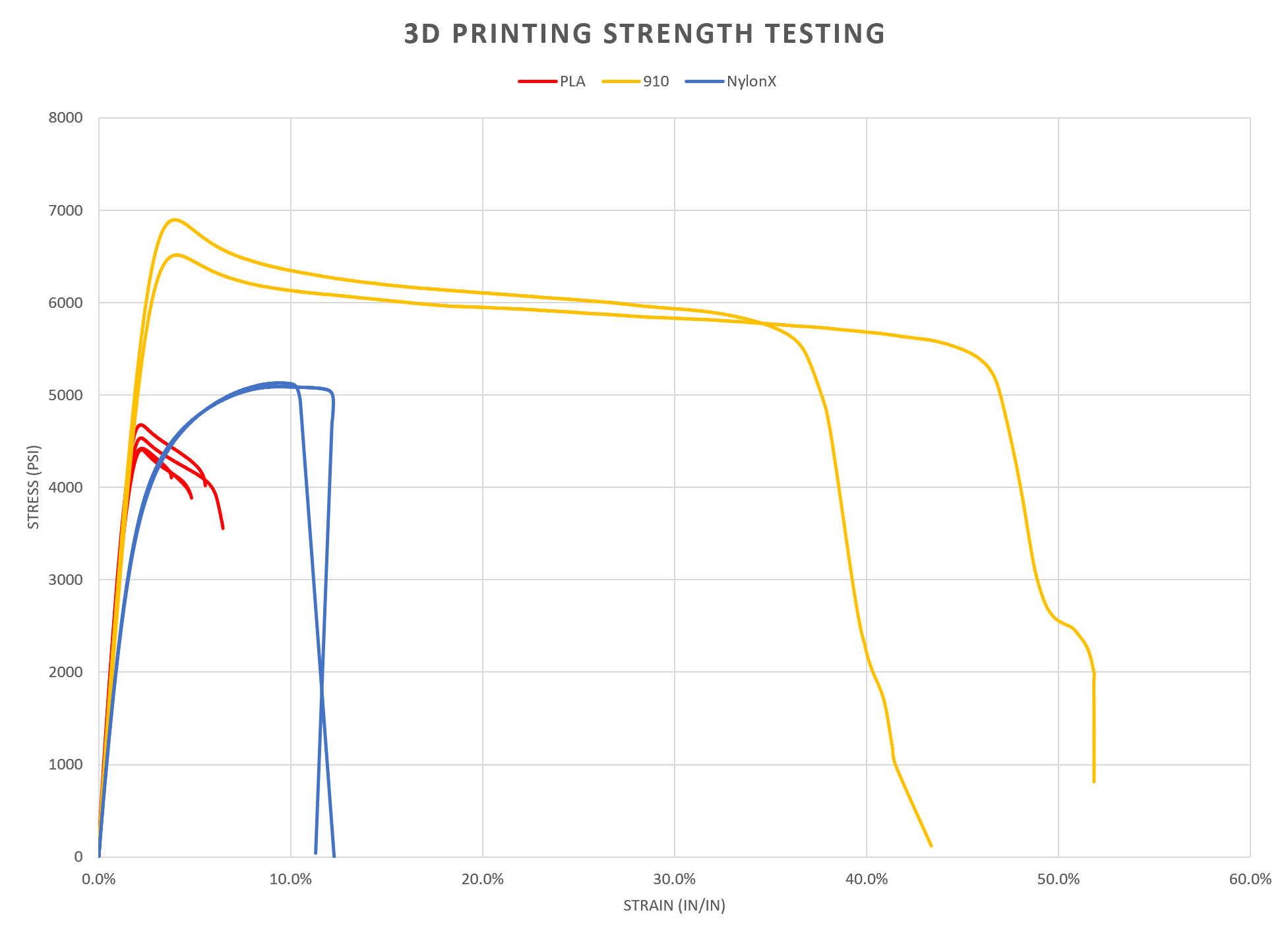
Figure 3: Stress-strain curves for all tested samples

Figure 4: Close up of elastic regions 0-4% strain. The curve with the highest strength is shown for each material.
Calculated Data
Calculated numbers are averages of all tested specimens. Advertised values, or comparable published values if advertised values are unavailable, are shown in parentheses.
Makergear PLA
· Tensile Strength = 31.0 MPa/4,500 psi (Published: 35.9 MPa)
· Elastic Modulus = 2.28 GPa/330 kpsi (Published: 2.3 GPa)
· Elongation at yield = 2.2% (Published: 2%)
· Elongation at break = 5.0% (Published: 4%)
This regular 3D printing plastic will be used as a baseline for comparing to nylon. Makergear doesn't publish mechanical properties on their PLA, but being generic PLA, I used the general PLA data from sd3d.com. Results closely match these values, showing that this experiment can accurately replicate published values. Tensile strength is 14% lower than expected, more on this below.
Taulman Alloy 910 Nylon
· Tensile Strength = 46.3 MPa/6,710 psi (Advertised: 8,100 psi)
· Elastic Modulus = 2.01 GPa/291 kpsi (Advertised: 72.9 kpsi)
· Elongation at yield = 4.0%
· Elongation at break = 48% (Published: 32%)
910 had 50% higher strength, twice the elongation at yield, and 10x the elongation at break than PLA. This filament is a better choice for printing parts when strength and durability is required. The stiffness (elastic modulus) of 910 is 3x higher than the published values on taulman3d.com, and almost as high as PLA. This contradicts my experience where 910 is noticeably more flexible than the same parts printed with PLA. I'm not sure how to account for this. The elongation at break is also higher than expected. The tensile strength is similarly 17% lower than expected (see below). I reached out to Taulman for a comment. They explained that they send their nylon to an outside lab for testing and couldn't give me any insight into my results. But they were helpful in explaining how they print their tensile testing specimens (0.6mm nozzle with numerous top and bottom layers so that there are no "infill" layers).
Matterhackers NylonX
· Tensile Strength = 35.2 MPa/5,110 psi (Advertised: 100 MPa)
· Elastic modulus = 1.66 GPa/241 kpsi (Advertised: 6.0 GPa)
· Elongation at break = 11%
Very disappointing performance with only slightly better performance than regular PLA. I'm not sure if I got a bad reel or if Matterhackers is overselling their filament. These specimens did not come close to the advertised values. My results for this material more closely match the results found by another website, 3dxtech.com, which lists a 43.2 MPa tensile strength and 1.9 GPa elastic modulus. Measured tensile strength is 19% lower than 3dxtech's number, which aligns with the results from the other two materials (see below). I also politely reached out to Matterhackers for a comment, but they did not respond.
Note on low measured tensile strengths:
All materials showed a 14-19% lower tensile strength than published values. This could be explained by the rough bottom surface caused by printing on a raft. The nylon materials were printed on a raft to reduce warping during printing. PLA was also printed on a raft to have a comparable test. The bottom surfaces are rough with some gaps in the surface, especially near the edges (Fig. 5). These gaps could be weak points which can cause the specimens to have lower strength. Printing without a raft would be a recommendation for future testing to see if this is the cause.

Figure 5: Comparison of top surface and bottom surface of a PLA specimen
Methodology
ASTM Standard D638-14 "Standard Test Method for Tensile Properties of Plastics" was followed as close as possible for both specimen design and testing procedure.
Specimen Design
Specimens were designed in Autodesk Fusion 360 using ASTM D638-14 Type I dimensions (Fig. 6). The model was exported as an STL file and imported into Simplify3D. Measurements of the samples were also taken with calipers immediately prior to testing. The measured values, not these given values, were used in calculating stress. The measurements of the test area were within the tolerances allowed by ASTM.

Print Settings
The printing settings for each plastic were mostly identical except for bed and extruder temperature. Relevant settings include:
· Nozzle Diameter: 0.50 mm
· Layer Height: 0.200 mm
· Perimeter Shells: 2
· Infill: 100%
· Printing Speed: 2400 mm/min (40 mm/s)
· Additions: Raft (A raft was used to combat the tendency of nylon to warp during printing.)
· Bed Temperature: 70 C (PLA), 80 C (910), 80 C (NylonX)
· Extruder Temperature: 215 C (PLA), 252 C (910), 260 (NylonX)
All specimens were printed on a Makergear M3 printer with homemade enclosure. Print surface was bare glass with Elmer's Purple Glue Stick applied.
Prior to printing, the 910 and NylonX were dried using a PrintDry oven for 24 hours. Nylon absorbs moisture, which can cause poor print quality and reduced strength. Drying gets rid of the absorbed moisture in the filament prior to printing.
Tensile Testing
Testing was done at Purdue University Northwest using an MTS Criterion tester (Fig. 7).
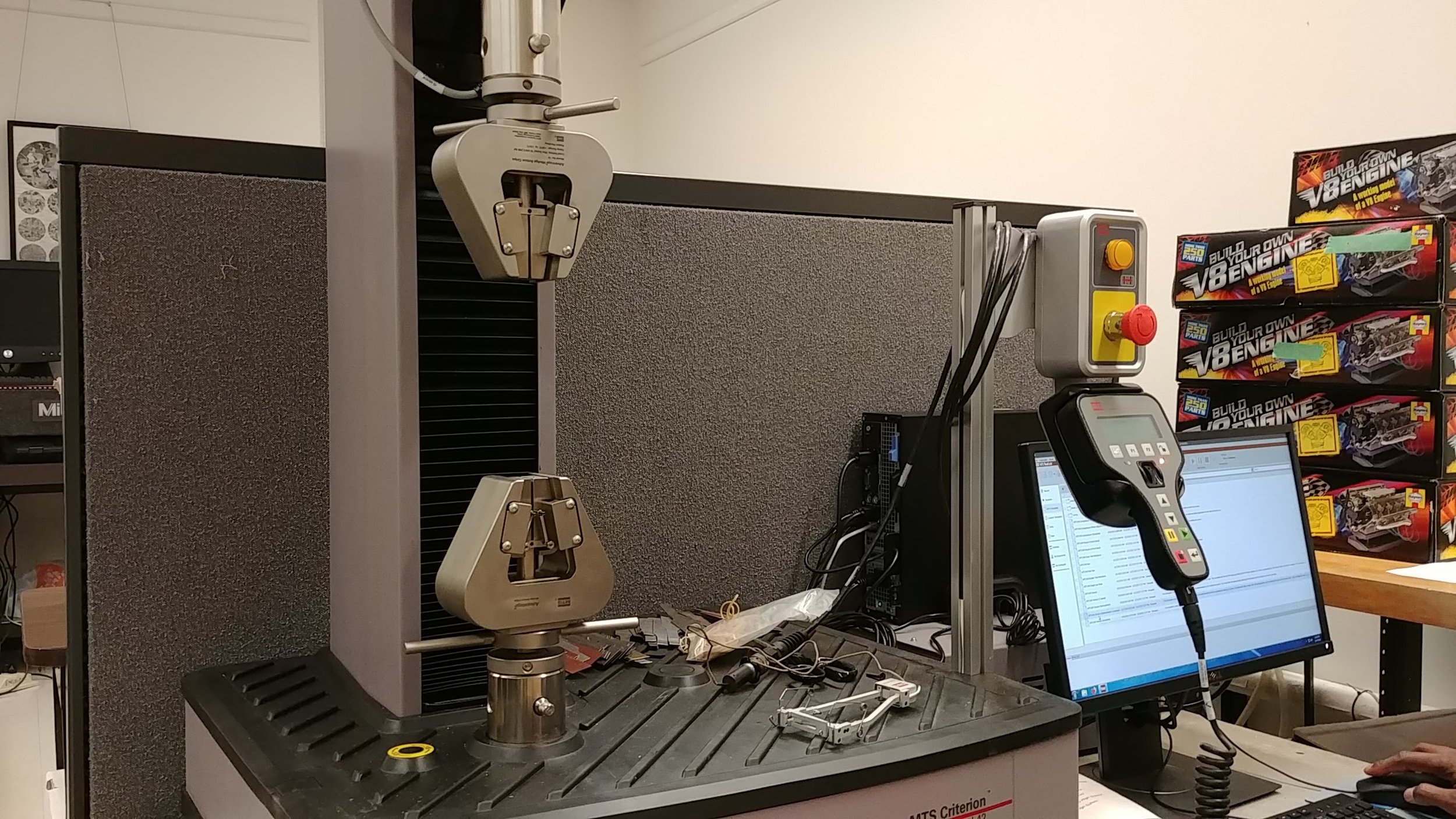
Figure 7: MTS Criterion used for testing
Specimens were placed in the claws, the claws were tightened, and the extensiometer was attached to the sample. The extensiometer measures and records the displacement at the ends of the extensiometer, which are 2 inches apart (Fig. 8). Taking this displacement data and dividing by the 2 inches gives the strain of the specimen, or the percentage of elongation.

Figure 8: Extensiometer attached to specimen
The testing machine is ran at a crosshead of 0.2 inches/minute. The force that the machine exerts on the specimen is also recorded alongside the extensiometer reading. Dividing the force by the cross-sectional area of the specimen gives the stress that the specimen experiences.
Thanks for reading! More tensile tests may be done in the future to test the effects of printing on a raft, larger sample sizes, and more materials.